

| 袁战争, 高航, 郭东明 (年夜连理工年夜学精细与特种加工教育部重点试验室,辽宁年夜连 116024) 择要:修整是多层电镀超硬磨粒砂轮精细磨削的要害技巧之一.电镀镍钴合金硬度以及强度高,是理想的超硬磨料砂轮连系剂;但同时也招致砂轮修整艰难.为此对镍钴合金镀层的电解修零件理进行了钻研.起首,依据规范电极电位的实践剖析了镍钴合金电解修整的可行性;而后,采纳电化学剖析仪测试了镍钴合金镀层正在nano3溶液中的极化曲线,标明极化曲线存正在钝化区;初,进行了电解修整镍钴合金镀层cbn砂轮实验,后果标明关于2v以及5v的电解修整电压,较高的电解电压无利于电镀镍钴合金超硬磨料砂轮电解修整. 要害词:镍钴合金镀层;电镀砂轮;电解修整;超硬磨粒 中图分类号:tg706文献标记码:a 文章编号:1000-8608(2012)02-0197-06 0 引 言 电镀超硬磨粒砂轮宽泛使用于难加工资料磨削等畛域,特地是正在高速与超高速磨削中据有主导位置[1].但是,年夜局部传统电镀超硬磨粒砂轮磨粒仅为单层,不成修整,无奈经过修整消弭砂轮形态偏差;砂轮终极精渡过度依赖于基体以及装置精度,特地是精细以及超精细加工用砂轮磨粒十分粗大,对电镀砂轮形态以及装置精度要求十分刻薄.多层电镀超硬磨粒砂轮能够经过修整处理以上成绩,施展传统电镀砂轮劣势,但是障碍其推行使用的难点之一是缺乏相应的砂轮修整技巧. 因为电镀砂轮连系剂常采纳镍及其合金镀层,采纳磨削修锐法等接触式办法存正在磨粒损耗重大、效率低的成绩.非接触式修整形式如edm(放电修整)效率低且设施难以与磨床整合[2];激光修锐技巧次要实用于树脂或青铜连系剂砂轮[3],对镍基金属难以完成;elid(正在线电解修整)技巧已胜利用于金属连系剂砂轮修整,但是,其原理是修整进程中达到砂轮外表天生钝化膜与钝化膜被机器刮除了去除了的均衡,去除了效率较低,次要实用于细粒度以及超细粒度超硬磨粒砂轮[4~6];且砂轮连系剂多为铸铁、青铜等金属,未见报导用于镍及其合金镀层的砂轮修整. 镍钴合金镀层耐磨性以及耐蚀性都优于纯镍镀层,是电镀砂轮罕用的连系剂之一.本文以电镀镍钴合金cbn砂轮为例,对镍钴合金镀层超硬磨粒砂轮的电解修零件理进行钻研. 1 电解修整的实践根底与测试剖析 1.1 实践根底 砂轮的应用对形态精度以及磨粒出刃高度有很高的要求,正在镍钴合金镀层砂轮的电解修整中,为了保障金属连系剂的平均去除了,抉择镍基合金精细电解加工中罕用的以nano3溶液为次要成份的电解液.依据电化学实践,规范电极电位的高下,决议了正在肯定前提下对应金属离子参加电极反响的程序[7].正在阳极一侧可能的电极反响及相应的规范电极电位值为:
1.2 镍钴合金镀层阳极极化曲线测试 钻研镍钴镀层的电解修整,关怀的是阳极极化进程及其特色.为此,测定镍钴合金镀层正在nano3溶液中的极化曲线调查其阳极极化特色.试样是用c45钢作为基体,正在如表1所示电镀液以及电镀工艺标准操作下电镀堆积约0.5妹妹的镍钴合金镀层.切割制成镀层尺寸为1妹妹×1妹妹的小方块,衔接导线后其余外表用环氧树脂密封,镀层用600目、1 000目、1 500目砂纸逐级抛光,用丙酮擦拭后备用.

采纳parastat 2273型电化学工作站丈量镀层正在品质分数为6%的nano3溶液中的极化曲线.环境温度约为21℃,一切溶液均应用去离子水配制.电极零碎为三电极体系,工作电极为待测合金镀层,参比电极为饱以及甘汞电极(sce),辅佐电极为铂电极(2妹妹×2妹妹×0.3妹妹).丈量极化曲线的参数设定为肇始电位-0.1v,终止电位1.8v,扫描速率为5mv/s. 图1是测患上的镍钴合金镀层正在6%的nano3溶液中的极化曲线,跟着扫描电位从0到约1.3v(本节所述电位均为sce),阳极极化曲线呈现了典型的钝化区(约0.3v至0.7v),正在此阶段合金外表被氧化天生钝化膜;钝化膜构成之后障碍了反响的进一步进行,因而0.7v至1.3v电流密度根本为零;而电位高于1.3v当前(超钝化区),氧化膜被击破,电流密度跟着电位的进步显著添加,镍钴合金发作阳极溶解反响,电解修整中电压应该处正在此区域.
因而,极化曲线测试剖析标明,电镀镍钴合金镀层正在6%的nano3溶液中存正在显著钝化区,电解修整中加工面临应年夜电流密度而被高速溶解;而非加工面则对应电流密度低,即相应处于极化曲线的钝化状态,因为失去维护而没有被加工,这关于进步砂轮外表镀层的平坦性以及精度具备首要的实际意思. 2 电解修整实验安装与办法 电镀砂轮样件为环形工作面(外径54妹妹,内径30妹妹),采纳表1所示的镀液与操作前提,磨粒为140/170目cbn,复合电镀工艺参数与惯例电镀对象制备工艺根本相反[8],采纳埋砂法逐层上砂.电镀3层磨粒,初砂轮外表镀层特意加厚至磨粒被湮没,以便于调查电解修整成果.为了取得砂轮外表磨粒随修整工夫的变动法则,将砂轮切割成小块试样装置到主轴上,每一隔30min取下一块试件荡涤烘干后以备观测. 图2为电镀多层cbn磨粒砂轮电解修整实验表示图.实验安装为自研制,采纳无级调速机电动员主轴低速旋转,主轴是磨床用精细主轴,并用千分尺安装调整阴极以及阳极之间间隙;电解液次要成份是品质分数为6%的nano3溶液,电解液经隔阂泵以2.0l/min的流速放射到砂轮与阴极之间.采纳紫铜作为固定式阴极,初始修整间隙为0.3妹妹,修整电压辨别为2v以及5v.采纳keyence vhx-600e超景深显微镜辨别观测磨粒顶端以及连系剂外表,记载高度差值即为实测磨粒出刃高度值,采纳quanta 200扫描电镜对修整后砂轮外表描摹进行观测.

3 后果与剖析 3.1 电解修整电压对磨粒出刃高度的影响 图3显示了正在没有同修整电压下,磨粒的出刃高度h随修锐工夫的变动法则.当修整电压为2v时,磨粒出刃高度随修锐工夫的添加变动没有显著,根本不金属连系剂的去除了.次要缘由是,电解液采纳钝性的nano3溶液,当阴阳极间的电压未达到超钝化电压时,阳极根本呈钝化状态,外表天生氧化膜对金属构成维护,氧化膜未去除了则镍钴合金不克不及发作阳极溶解反响. 而当电解电压为5v时,砂轮外表连系剂金属处于超钝化状态,镍钴合金处于活化溶解状态.跟着电解修锐工夫的添加,磨粒垂垂显露金属外表,出刃高度一直添加.当修锐工夫达到120min时,磨粒均匀出刃高度达到42μm,而此粒度cbn磨粒均匀直径为98μm,均匀出刃高度占磨粒粒径42.9%,合乎惯例电镀砂轮磨粒出刃高度要求.
3.2 没有同电解修整电压下的砂轮外表描摹 当电解电压为2v时,依据磨粒出刃高度随修锐工夫的变动法则能够判别次要是发作钝化反响,金属外表天生致密氧化膜阻止了电解溶解反响的进行.而因为金属镀层外表老是难免有针孔以及裂纹等缺点,容易正在部分发作点蚀,如图4为试样外表典型点蚀照片.
图5以及6为电解修整电压辨别为2v与5v的砂轮样件外表描摹扫描电镜图片.从图5(b)、(c)、(d)能够显著看到正在电解电压为2v时,镍钴合金试样外表笼罩有一层颜色较深的物资及附着碎片(图5(c)框内及边缘红色起皮物资),据此剖析以为是天生的阳极氧化膜.而从图6能够看到,电解电压为5v的试样外表再也不是后电镀孕育发生的润滑外表.正在高倍显微照片上,可明晰看到外表被溶解去除了构成巨大凹坑以及小孔.
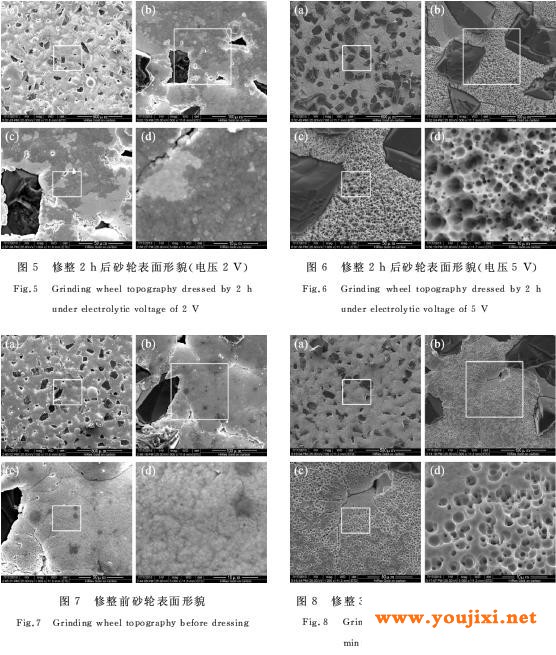
3.3 电解历程中砂轮外表描摹察看与剖析 经过扫描电镜察看修整前的砂轮试样(图7)及正在电解电压5v下每一修整30min的试样(图8~10以及图6).从一系列图片的比照能够分明地看到,正在电解电压为5v时,跟着工夫的推移,镍钴合金连系剂电镀砂轮外表由后电镀构成的具备沉积隆起、晶界裂纹的外表,高点被溶解去除了(见图8(b)、(c)所画框),后电镀构成的低洼处的金属正在修整初期简直无溶解小孔,而凹坑外侵蚀孔的散布显著浓密.可用镍钴合金的电化学极化曲线诠释,电解中低洼处离子替换性较差、电位较低而处于钝化区,金属被氧化膜维护.
跟着电解工夫添加到60min,连系剂外表溶解小坑一直累积交织,后较年夜的低洼的底部也开端呈现溶解小孔,见图9(c).连系剂金属被逐步溶解去除了,磨粒袒露高度一直添加.值患上留意的是,从图九、10以及图6中观测磨粒四周发现,金属连系剂不呈现集中侵蚀,电镀构成的晶界处也不呈现优先侵蚀构成年夜的裂纹,这关于修整后的超硬磨料砂轮放弃与传统单层电镀砂轮相近的连系强度具备首要的实际意思. 以上证据标明,采纳品质分数为6%的nano3溶液电解修整多层磨粒镍钴合金连系剂电镀砂轮的机理是:采纳钝性电解液,电解修整电压高于镍钴合金钝化电压时,离阴极近的镍钴合金金属被溶解,间隔远的金属天生钝化膜被维护,镍钴合金金属被平均电解去除了而逐步显露磨粒,且未发作磨粒四周金属优先侵蚀而毁坏磨粒操纵强度的景象. 4·结 论 (1)规范电极电位的实践剖析标明镍钴合金镀层电解修整的阳极溶解反响可行,且钴比镍的优先反响没有显著,电解修整中镍钴合金根本平均溶解; (2)对镍钴合金镀层正在6%的nano3溶液中的极化曲线测试剖析标明,阳极极化曲线正在0.3v(vs.sce)至0.7v(vs.sce)呈现了典型的钝化区,电位高于1.3v(vs.sce)为超钝化区,对实际电解修整中进步砂轮外表的平坦性以及精度无利; (3)采纳2v的电解电压对多层电镀镍钴合金cbn砂轮修整时,磨粒出刃高度随工夫根本没有变,外表反响以天生钝化膜为主,部分容易呈现点蚀景象; (4)正在5v的电解电压对多层电镀镍钴合金cbn砂轮修整进程中,连系剂金属被平均溶解,磨粒逐步显露砂轮外表,经2h修整后磨粒均匀出刃高度达到磨粒粒径的42.9%,合乎惯例电镀砂轮磨粒出刃高度要求; (5)采纳5v的电解电压对多层电镀镍钴合金cbn砂轮修整时,镍钴合金镀层外表高点被平均电化学溶解,低洼处先被维护,跟着修整工夫的推移而被平均溶解整平,未发作磨粒四周金属部分集中侵蚀景象,保障了磨粒操纵强度与惯例电镀砂轮分歧. 参考文献:略 |










