

| 1.喷砂 其次要目的是肃清铝整机外表天然氧化膜以及粗化外表,以加强镀层与基体的连系力。砂籽粒度44~64,喷砂后正在酸中活化一次便可带电人槽电镀,正在电镀开端的2min~4min内用两倍于失常电流密度进行打击,而后降至失常标准。 2.浸锌以及锌镍合金 这是应用普及的铝上电镀打底办法。前解决除了油、碱蚀及浸酸出光的铝整机正在锌酸盐中化学浸锌,残留于外表上的氧化膜就溶解了,一旦铝基溶解就同时置换下等量的锌 2a1+3zn2+→3zn+2a13+ 当极薄的锌层齐全笼罩时反响中止。解决含mg、cu、si较高的铝合金时,为改善浸锌层的构造常退出大批的三氯化铁,锌以及铁共堆积可改善连系力以及进步耐蚀性。理论证实两次浸锌成果比一次浸锌好,即次正在浓度较高的锌酸盐中进行,与铝基连系的内层是锌铁合金,而外层是纯锌。因次浸锌难免另有氧化膜残留,以是正在次浸锌后正在1:1硝酸溶液中将外表层以及残留氧化膜溶去,荡涤后再正在稀一些的锌酸盐中进行第二次浸锌。 如今锌镍合金置换法有目共睹。因它具备光洁,能间接镀镍、镀硬铬等优点。制备锌镍合金液时要先配锌酸盐溶液,用另外一容器将酒石酸溶液先与镍盐络合,再正在搅拌下缓缓退出到锌酸盐溶液中去,初退出大批的氰化钠。无氰化钠存正在时镍则不克不及析出(机理没有明)。该合金中含镍约6%。浸锌及锌镍合金工艺标准,如表5—1—4所列。 3.无氰化物浸锌 市场推出无氰多元合金浸锌剂,有二元的锌铁、锌镍合金,三元的锌、镍、铁合金,四元的锌、镍、铜、铁合金,配方中退出大批的金属盐,是为了与置换的锌孕育发生合金化,扭转锌层的晶体构造,取得粗大的晶粒,改善锌层与铝合金的连系力。 次浸锌正在室温下进行30s~50s,浸锌后外表是一层平均的青灰色锌层。 次浸锌层普通比拟毛糙,笼罩没有齐全,并且浸锌时对基体的侵蚀又可能使合金混合物暴露 表5—1—4浸锌以及锌镍合金的工艺标准
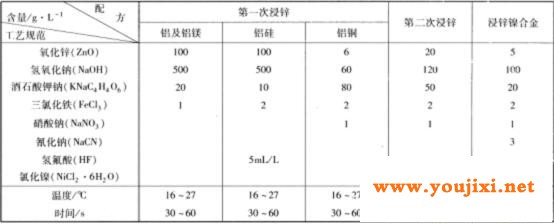
进去,普通采纳1:1的硝酸将次浸锌层退除了,同时也将暴露的合金退除了,显露更富铝的外表,第二次浸锌工夫能够缩短,普通为l5s~30s,浸锌层的厚度约为40nm~50nm,硝酸退锌必需荡涤,不然影响浸锌层品质。今朝市场又有没有硝酸退锌剂供给,这类药剂是氧化性弱酸溶液,能够避免硝酸根带人浸锌槽液。第二次浸锌层如呈现色泽没有均或许花黑点,应从新退除了后再浸,浸锌用的溶液是碱性很强的溶液,对铝有相称强的侵蚀作用,因而应严格管制铝的过侵蚀。 为了不呈现过侵蚀,关于像较量争论机磁盘那样的外表品质要求极高,镀层没有容许有轻细的缺点,可采纳酸性浸锌来替代碱性浸锌,酸性浸锌法的配方以及工艺以下: 硫酸锌(zns04·7h20) 720g/l 温度 20℃~25℃ 氢氟酸(48%hf) 35ml/l 工夫 ≈2min 浸锌后与碱性浸锌同样要退除了次浸锌层,倡议不必硝酸退除了,而后再进行第二次浸锌。两次浸锌能够正在同一槽液中进行,也可正在浓槽进行后再正在稀溶液中进行,酸性浸锌与酸性侵蚀,对铝基体侵蚀要小患上多。 4.阳极氧化解决 铝及锻铝合金正在磷酸中阳极氧化之后可取得孔径年夜的膜层,可作为电镀的底层并且连系力精良。阳极化后正在含氰化钠6%~8%的溶液中进一步扩孔则更易电镀,扩孔工夫纯铝为l5min,铝合金为5min。阳极氧化工艺标准,列于表5—1—5。 表5—1—5 为电镀打底的铝阳极氧化工艺
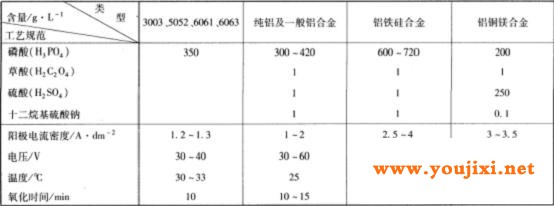
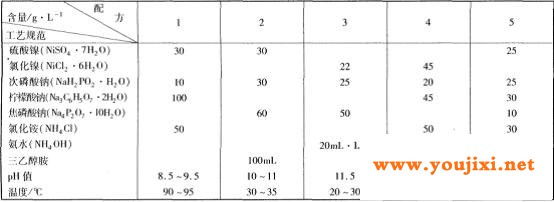
磷酸阳极氧化时要一直搅拌,避免部分温渡过高。正在阳极氧化膜上电镀镍时要带电人槽,开端电流密度为1a/dm2,30s后升到失常标准要求。 5.电镀薄锌层 为升高老本、简化工序,经前解决后可间接镀一层薄锌打底再镀其余镀层。为缩小碱对铝基的浸蚀作用,采纳含碱较低的氰化电解液,电镀薄锌的工艺以下: 氧化锌(zno) 25g/l~35g/l 甘油[c3h5(oh)3] 3g/l~5g/l 氰化钠(nacn)(总量) 75g/l~95g/l 温度 20℃一300c 氢氧化钠(naoh) 50g/l~70g/l 电流密度 l a/dm2—3a/dm2 硫化钠(na2s) 3g/l~5g/l 工夫 2min~5min 也可正在氰化槽内作为浸锌液。 铝整机正在化学浸锌或镀薄锌之后应立刻镀铜,可用氰化镀铜液,为避免置换应带电入槽。6.化学浸镍 含硅l3%以上的高硅铝合金不克不及用浸锌法打底,而用化学浸镍法连系力优异。其工艺标准以下: 氯化镍(nicl2·6h20) 100g/l~400g/l 温度 室温 硼酸(h3b03) 30g/l~40g/l 工夫 30s一60s 氢氟酸(hf)(40%) 20ml/l~30ml/l 7.化学镀镍 正在干净的铝整机上化学镀镍连系力优异,尤为适宜于铸铝合金。经化学镀镍之后可间接镀其余金属,但入镀前要用1:1盐酸充沛活化,不然会招致分层脱皮景象。铝整机化学镀镍工艺标准以下: 硫酸镍(nis04·6h20) 30g/l 柠檬酸钠(na3c6h507) 10g/l 硼酸(h3b03) 15g/l ph值 4.8-5.5(以5为好) 次亚磷酸钠(nah2p02) 15g/l~20g/l 温度 70℃~90℃ 醋酸钠(naac) 15g/l 工夫 l5min~20min 为了更好的进步镀层的附出力,能够正在浸锌之落后行浸碱性化学镍,由于碱性化学镍温度低,对锌的溶解小,槽液更稳固,附出力更好,碱性浸锌液工艺及配方见表5—1—6。 表5—1—6碱性浸蚀液
 |










