

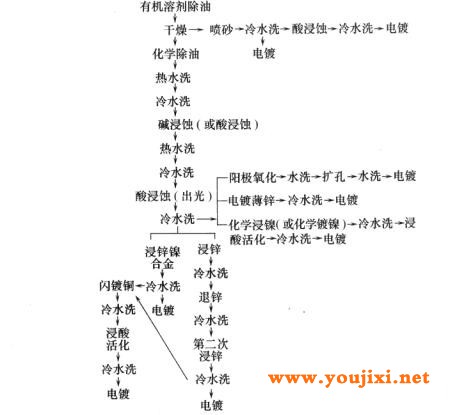
| 1、闪镀铜 经浸锌后闪镀一层氰化铜,任何镀层或多层电镀均可正在铜上镀覆,并且平安牢靠,闪镀铜游离氰没有宜高,并且要留意电镀工夫,太长太短都欠好。其工艺标准以下: 氰化亚铜(cucn) 40g/l 酒石酸钾钠(nakc4h406) 60g/l 氰化钠(nacn) 50g/l(管制游氰4g/l如下) ph值 10.2~10.5 碳酸钠(na2c03) 30g/l(没有需补加) 温度 室温 电镀时先用2.6a/dm2打击镀2min,再降至l.3a/dm2镀2min~3min。 2、正在浸锌层上电镀 浸锌层极薄,镀其余金属必需抉择适宜的电镀工艺,如镀锌、镉、氰化镀银、氰化镀黄铜、镀镍等。 正在任何电镀若有透过锌层侵蚀铝基的景象城市招致劣质镀层。 正在浸锌层上可间接镀硬铬,开端要正在较高温度下起镀,电流从16a/dm2逐渐进步到32a/dm2或更高。铬镀层没有是堆积正在锌层上,而是铬酸将薄锌溶解,铬堆积正在显露的铝基体上,以是虽然镀层厚,连系力仍是很好的。 3、正在浸锌镍合金后镀装璜铬 浸锌镍合金是要害工序,并适宜各类铝合金,因材质没有同其外观有别,纯铝为灰色,硬铝为青灰至浅褐、高硅铝为深灰至灰玄色。正在此根底上镀半光洁镍或光洁镍。镀镍时带电入槽,用年夜一倍的电流冲镀1min~2min,再转入失常。 4、电镀工艺流程 依据铝整机的合金成份,加工办法及应用要求,抉择合适的电镀工艺流程。其电镀工艺流程以下:
5、操作留意事项 (1)铝整机电镀宜用铝合金作挂具; (2)铝及铝合金通过浸蚀后的各道工序必需迅速进行,工序之间的间歇工夫愈短愈好,以避免从新氧化; (3)铝进入酸浸蚀以前应将水尽可能甩干,以避免孕育发生部分过侵蚀景象; (4)第二次浸锌工夫没有宜长,以避免造成过侵蚀; (5)冷热水荡涤必需,须要时要洗濯数次或浸肯定工夫。尤为没有要将重金属离子带入镀液之中; (6)正在热溶液中电镀的铝整机,应正在热水槽中进行预热解决; (7)电镀进程中要避免半途断电; (8)铝上电镀均需带电入槽,避免置换层的孕育发生。引见几家化学公司保举的铝轮毂电镀工艺流程: 1.麦德美公司保举 化学除了腊→化学除了油→碱性刻蚀→除了膜→浸锌→脱锌→浸锌→打击镍→活化→镀酸铜→防变色→去抛光→化学除了腊→化学除了油→电解去油→浸酸→半光洁镍,高硫镍,光洁镍,微孔镍→铬预浸,镀铬。 2.乐思公司保举 预除了腊→荡涤除了腊→化学除了油→酸侵蚀→除了垢→浸锌→除了锌→浸锌→闪镀镍→预镀铜→镀酸铜→去抛光化学除了腊→化学除了油→电介除了油→酸活化→闪镀镍,半光镍,高硫镍,光洁镍,微孔镍→活化→镀铬。 3.美坚团体保举 超声除了腊→化学除了油→电介除了油→除了垢→浸锌→脱锌→浸锌→打击镍→活化→镀酸铜→去抛光→除了油→电介去油→活化→半光镍,高硫镍,光洁镍,镍封→活化→镀铬。 4.安美特公司保举 三次除了腊→除了油→弱侵蚀→除了垢→浸锌→脱锌一二次预镀镍→活化→镀酸铜→防变色→去抛光→除了腊→除了油→电介除了油→活化→半光洁镍,高硫镍,光洁镍→镍封→酸活化→活化→镀铬。 5.永星化工保举 碱除了腊→碱除了油→热碱微蚀→酸除了垢→沉锌→脱锌→沉锌→预镀镍(1) →预镀镍(2) →酸活化→镀酸铜→铜维护→去抛光→除了腊→电介除了油→酸活化→镀酸铜→酸活化→半光洁镍,高硫镍,光洁镍,微孔镍→酸活化叶镀铬。 注:因为搜集工夫没有同,各公司一直推出新的增加剂种类,使用时请间接与该公司资询。 |










