

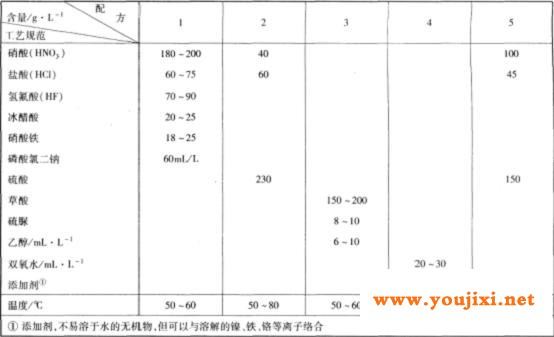
| 没有锈钢电镀适当的金属后,可改善其钎焊性,缩小低温氧化,进步导热性以及导电性,正在制作弹簧或拉丝时改善光滑性。没有锈钢能够进行电镀,也可采纳真空磁控,或多弧离子镀技巧,其品质远比电镀好。 没有锈钢整机因为外表非凡要求而需电镀铜,镍,铬。没有锈钢成份次要含有fe,ni,cr,ti等,另有肯定数目的锰,硅,钼,钒,铌,铝,硼,氮等中一种或几种元素及肯定数目的碳。因商标没有同而有所区分,采纳一般的工艺不克不及取得连系力精良的镀层。 没有锈钢因为含铬量高,以是正在其外表构成了极端致密的氧化膜,其次要成份为cr03,cr203,等:因而没有锈钢电镀次要决议正在电镀的前解决。 通常采纳工艺: 抛光→除了油→热水洗→冷水洗→兰嚣→预镀镍→镀其余。 没有锈钢抛光办法有手工抛光、机器抛光、化学抛光以及电化学抛光4种办法。 1.化学抛光 化学抛光因具备可抛光形态复杂整机、操作简略、消费效率高、设施简略以及老本低等许多优点而宽泛使用,罕用工艺如表5—3—1所列。 表5—3—1 没有锈钢抛光工艺
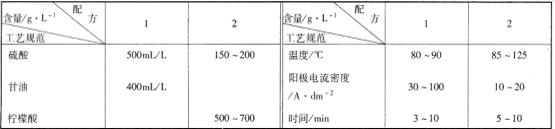
2.电解抛光 电解抛光具备高效率及比拟高的品质,过来高浓度的磷酸,铬酐,对环境净化重大,因而保举无铬工艺,见表5—3—2。 表5—3—2 无铬电抛光工艺标准
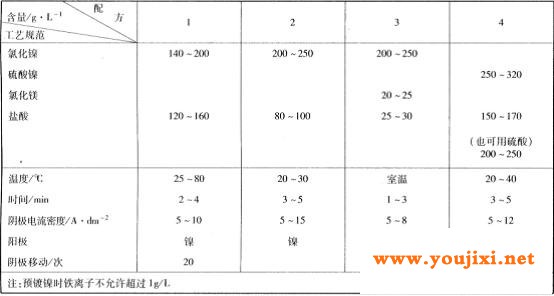
3.浸酸(活化) 没有锈钢预镀镍前弱浸蚀除了膜工艺。 (1)h2s04 80ml/l~110ml/l 温度 40℃~70℃ 工夫 10min~45min (2)hc1 l00mlml~150ml/l 温度 50℃~60℃ 工夫 30min~90min (3)hn0 360ml/l~100ml/l hf 10ml/l~15ml/l 温度 室温 工夫 5min~10min 4.没有锈钢预镀镍 没有锈钢经活化后正在基体上预镀一层很薄的镍作为过镀层。见表5—3—3。 表5—3—3没有锈钢预镀镍工艺
 |










