

| 松孔铬镀层是具备肯定疏密水平以及深度网状沟纹的硬铬镀层,具备很好的储油才能。工作时,沟纹内贮存的光滑油被挤出,溢流正在工件外表上,因为毛细管作用,光滑油还能够沿着沟纹渗到整个工件外表,从而改善整个工件外表的光滑功能,升高磨擦系数,进步抗磨损功能。 取得松孔铬的办法无机械、化学或电化学法。 ①机器法正在欲镀铬整机外表用滚压对象将基体外表压成圆锥形或角锥形的小坑或相应地车削成沟槽,而后镀铬、研磨。此法简略,易于管制,但对光滑油的吸附功能没有太理想。 ②化学法行使镀铬层原有裂纹边缘具备较高活性的特性,正在稀盐酸或热的稀硫酸中浸蚀,裂纹边缘处的铬优先溶解,从而使裂纹加深加宽,达到松孔的目的。此法铬的损耗量年夜,溶解没有平均,品质不容易管制。 ③电化学法正在镀硬铬后,经除了氢、研磨后,再正在碱液、铬酸、盐酸或硫酸中进行阳极松孔解决。因为铬层裂纹处的电位低于立体的电位,因而裂纹处的铬优先溶解,从而使裂纹加深加宽。解决后的松孔深度普通为0.o2~0.05μm。 阳极浸蚀时,裂纹的加深以及加宽速率用经过的电量(浸蚀强度)来管制。正在适合的浸蚀强度范畴内,能够抉择任一阳极电流密度,只需相应地扭转工夫,仍可以使浸蚀的强度没有变。浸蚀强度依据镀铬层原来的厚度确定。厚度为l00μm如下的铬镀层,浸蚀强度为320a·min/dm2,厚度为l00~150μm的铬镀层,浸蚀强度为400a·min/dm2,150μm以上的铬镀层,浸蚀强度为480a·min/dm2。关于尺寸要求严格的松孔镀铬件,为管制尺寸,佳采纳低电流密度进行阳极松孔;当要求网纹较密时,可采纳稍高的阳极电流密度;当整机镀铬后通过研磨再阳极松孔时,浸蚀的强度应比上述数值缩小(1/2)~(1/3)。 松孔铬层的网状裂纹密度取决于硬铬镀层原有裂纹密度。因而镀铬工艺对松孔镀铬的影响很年夜,必需严格管制。依据理论经历,采纳表4-30所列工艺镀铬,可取得品质比拟稳固的松孔铬镀层。 表4-30阳极松孔解决的工艺标准
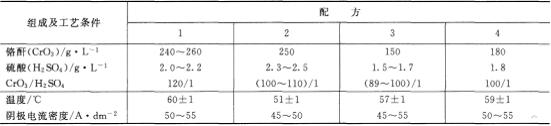
电解液中cr03:s042-的比值增年夜,镀铬层的网状密度减小,但网纹的宽度以及深度添加。当比值没有变,而进步cro3的浓度时,也使网状裂纹密度减小,网纹的宽度以及深度添加。另外镀液温度对镀层的影响很年夜,温度降低,网纹变稀;阴极电流密度的影响则较小。 |










