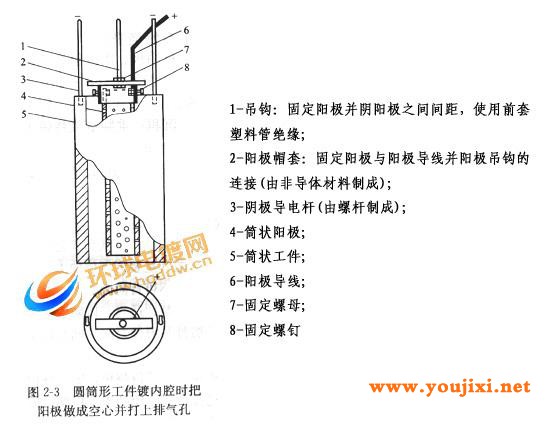
圆筒形工件施镀时必须采取阴极、阳极组合式挂具,这样既能固定阴极、阳极之间的位置,避免短路而烧毁工件,又能大限度地加大阳极的有效面积。增加阳极面积对镀铬件来说可以防止三价铬过快积累,对其他镀种来说还可防止因阳极电流密度过大而引起钝化,使阴极电流密度难以满足工艺要求,镀层质量无法保证。 阳极面积不宜过小,但镀这类工件时阳极面积也不宜过大,否则阴极、阳极之间的间距过近,电镀时气体难以自由排放。为防止这类事故的发生,可采取如下措施:把阳极做成空心并打上排气孔,此法在同样条件下可提高—倍以上阳极面积,且效果显著,如图2-3所示。
采用这类组合挂具在一定程度上还可避免因排气问题而影响镀层厚度的均匀性,但若阳极下段的直径比上段的直径略粗些,则效果会更好。 图2-3所示的装置适宜管状件内腔氰化镀锌或锌酸盐镀锌。阳极可用相应外径的铁管制成。 其他镀种需采用相应的阳极材料。 |