

| 1、配方以及工作标准
硫酸镍70~100g/l 硫酸锌40~50g/l 硼酸25~35g/l 硫氰酸钾25~35g/l 硫酸镍铵40~60g/l ph4.5~5.5 工夫依据需求 电流密度dk0.1~0.4a/dm2 温度30~36℃ 阴极镍板 阴极挪动需求 2、溶液配制 1.往槽中退出所需体积约1/2的去离子水或污浊水,加热至40~50℃,退出硫酸镍使其溶解,搅拌。 2.正在另外的小容器中,用大批热污浊水搅拌溶解硫酸锌,溶解后搅拌退出槽内。 3.用近沸的大批污浊水正在另外的小容器中搅拌退出所需量的硼酸,溶解后搅拌退出槽内。 4.正在另外的小容器中盛入大批热污浊水,退出所需量的硫酸镍铵,搅拌溶解后,正在搅拌下退出槽内。 5.加双氧水1~2ml/l,搅拌后加热至50℃,保温2h,使双氧水份解。 6.退出1~2g/l的活性炭,搅拌15min,静置8h,而后过滤。 7.正在另外一容器内用大批污浊水将较量争论量的硫氰酸钾,搅拌溶解后,正在搅拌下退出槽内。 8.增补污浊水至所需体积,并将槽内溶液搅拌平均。 9.测定ph值,用氨水调高,用10%稀硫酸或盐酸调低。至ph=4.5。须要时进行化学剖析。 10.试镀胜利后,便可投入消费。 3、消费留意事项 1.镀黑镍时,工件要带电入槽,半途不克不及断电。 2.挂具应用2~3次后,使用盐酸退去镀层后再应用,以避免电接触没有良,造成脱皮。 3.钢铁工件镀黑镍以前,应先镀铜、黄铜或锌、要有肯定的厚度,以便进步工件抗蚀性以及防止拉丝漏底,至多镀5μm,延伸黑镍没有变色工夫。 4.阴极要一直挪动,避免泛白点。 5.当溶液的ph太低,黑镍层连系没有牢,有红色黑点,ph值太高时镀层易于零落。以是应严格管制ph值。 6.电流管制要适当,如电流密渡过高,镀层烧焦毛糙损失光洁度,易于发脆剥落;当电流密度较小时,镀层呈彩虹色,有时呈黄褐色有条纹的镀层。 7.放弃镍离子与锌离子之比:ni2+:zn2+=(4.5~5.5):1的范畴,以便取得外观品质精良的黑镍镀层。锌高时镀层呈灰色;锌低时,镀层呈浅黄色,不容易变黑,而且有条纹,连系力也差。 8.硫氰酸盐含量低时,镀层发灰毛糙,有时呈黑白;硫氰酸盐含量太高时,镀层发花,连系力升高。 9.放弃氮离子与铵离子有足够的含量(下限),以放弃导电功能以及络合功能失常。 10.当工件外表易构成气流或红色黑点时,可退出过量的润湿剂,如十二烷基硫酸钠o.1g/l,可以使镀层粗疏以及进步镀层连系力。但滚镀没有宜加或加低泡润湿剂。 11.黑镍溶液操作温度应低于35℃,以避免硫氰化物以及铵离子受热合成,使镀层毛糙。 12.镀黑镍前的铜、镍、锌等两头镀层要光洁,能力使所取得的黑镍层黑而光洁。 4、各成份及工艺前提对黑镍的影响 1.金属盐,镍以及锌是溶液主盐 ①镍以及锌的共堆积 镍以及锌之间电极电位相差迥异,镍电极电位为+o.23v,锌电极电位为-0.76v,仿佛难正在阴极共析,实际电解进程中,锌以及镍可共析,但还需餍足镀层色黑,粗疏、平均战争整光或消光的装璜成果。镍堆积时,有强极化作用,以细晶参加堆积,而锌复原极化作用小,以粗晶呈现。若何扭转这和睦谐的进程,选用弱配位络合剂nh3与镍离子构成弱络合离子,使二者络合但电极电位负移值没有等的形式,进步阴极极化,从而达到升高ni2+的超极化以及zn2+的去极化景象,发明其共析均衡。尽管主盐浓度低,仍可采纳年夜dk,电流效率较高,深镀、均镀才能强,正在短期内取得肯定厚度的装璜性黑镍的成果。 ②主盐浓度比值 正在镍:锌比值正在(4.5:1)~(5.5:1)的范畴内,都能取得外观品质较好的镀层,没有会因dk年夜(0.2~2a/dm2)、温度低而烧焦剥落;dk小、温度低。呈现镀层呈彩虹色。若比值>5:1以上,溶液中镍浓度高、锌含量低,镀液没有稳固,镀层色彩由深转浅,甚者呈现金属光泽的灰黄色,且有彩虹以及气流条纹呈现。若比值<3.5:1,状况相同,只能失去玄色、毛糙、蓬松镀层。 ③硫酸镍含量 硫酸镍含量低于60g/l,镀层带微黄色,并且镀层连系没有牢,易擦掉。硫酸镍含量年夜于120g/l,镀层显毛糙。 ④硫酸锌含量 硫酸锌含量低于10g/l时,镀层呈金属灰色;正在15g/l时,镀层从灰逐渐转黑;正在35~40g/l时,则失去称心的平均玄色。当达到45g/l时,镀层好转,并有条纹。硫酸锌高含量管制正在40g/l为好。实际消费中,硫酸镍与硫酸锌比例管制正在2:1为好。 2.导电盐兼络合剂氯离子以及钱离子 氯离子以及铵离子辨别与镍离子(ni2+)以及锌离子(zn2+)构成k稳很低的络合离子,如1中所叙,过量进步二者的阴极极化,克服超极化以及去极化景象,ni-zn共堆积的阴极极化曲线为ni2+以及zn2+相反相成地共析提供均衡。氯离子以及铵离子含量可正在较年夜范畴内浮动,加患上切当,可调理镀层中镍、锌含量,进步氢氧化物积淀的临界值。含量太高,锌阴极极化过年夜,使镍、锌离子共析带来艰难,镀层合金比例跟着镍含量的添加显灰黄色;含量低时,镀层毛糙易零落,有条痕,连系力差,不容易发色。氯离子以及铵离子对阴、阳极有显著活化作用,使阳极失常溶解,改善阴极镀层的连系力。 3.发黑剂硫氰化物 溶液中硫氰化物参加阴极进程反响,合成出硫化物,能与镍以及锌离子天生硫化物,使镀层呈玄色。发黑剂没有与金属离子构成稳固络合物,并协同酒石酸根离子与镍以及锌离子构成络合物,起到无效管制金属离子浓度,放弃溶液稳固性,尤为是锌离子无效浓度的同时,独特正在阴极复原起发黑剂作用。以是管制硫氰化物含量对镀层黑度有间接关系。其含量低时,镀层发灰、毛糙,呈彩虹色;含量高时,镀层发花,连系力差,有脆性,这同含硫以及无机物混合扭转镀层构造无关。因为硫氰离子受热易合成,操作时应亲密留意温度对其含量的变动。 硫氰酸钾含量低于5g/l时,镀层是无光灰色;进步到10g/l,镀层构成灰玄色,好含量为20g/l。若超越20g/l时,则镀层发花、没有牢并有条纹。 4.缓冲剂硼酸 随同金属离子阴极复原的同时,另有年夜量氢气天生,升高了电流效率,并使ph值动摇。为放弃电解液ph值正在肯定范畴,使dk正在较宽幅度变动,防止ph值的误差招致镀层连系力差、有红色黑点、氢氧化物积淀而孕育发生毛刺等没有良影响,克制ph值变化的缓冲剂是须要的。退出硼酸可稳固镀液的ph值正在肯定工作范畴以取得精良的镀层。铵离子的存正在,对减缓溶液以及金属两相界面双电层中ph值急骤变动起缓冲作用。 经实验证实:硫酸镍铵含量低于10g/l,所患上镀层无光、毛糙;正在30g/l时,取得精良堆积玄色;正在40g/l时,玄色平均,光洁滑润圆滑;当进步到45g/l时,发现有没有平均景象。正在实际消费中,管制硫酸镍铵正在30~40g/l为好。 5.润湿剂 正在阴极复原进程中,因为应用的阴极电流密度比拟小,如dk=0.1~0.2a/dm2,普通没有会孕育发生年夜量氢气,加上液中有肯定浓度的铵离子起活化阴极外表作用,并配有阴极挪动,可避免氢气泡吸附正在阴极外表,防止构成气流条纹或红色黑点,年夜少数电解液配方中都有未加润湿剂,但是因溶液黏度较年夜以及析氢量较年夜,过量退出润湿剂可进步阴极亲水性、驱逐氢气泡。如增加十二烷基硫酸钠0.1g/l。 6.ph值 管制镀液ph值是稳固溶液的措施之一。ph值可正在4~5.5范畴内浮动,好为4.5~4.8。ph值降低,镀层中含镍量有添加趋向,对总合金成份比例影响没有年夜;当ph>6时,溶液中镍离子以及锌离子会趋于构成氢氧化物积淀,溶液中无效金属离子浓度升高,溶液混浊,镀层毛刺,同时碱性溶液使基体显钝态,镀层易剥落而影响连系力;当ph<3.5时,阴极析氢加剧,影响dk下限,也会招致连系力差、镀层孕育发生红色黑点以及气流痕。调高ph值用氨水,升高ph值用10%稀盐酸或硫酸。正在滚镀黑镍中,ph值正在4.5~5.8范畴内都能取得精良镀层。当ph>6时,镀液会混浊,有积淀消费,招致镀层发脆没有牢;当ph<4时,镀层呈灰色或微黄色;好ph值为5.5。 7.电流密度 电流密度变动显著,影响镀层成份比例,从而扭转镀层品质。dk趋年夜,锌镀出速度增年夜,镍放电复原受锌满盈而碰壁,必将使镀层中镍含量降落而锌含量增多,当ph值由低变高,镀层转向毛糙乃至烧焦,色泽由黑转变至黄,氢离子强烈析出,气流痕增多。反之,dk由年夜变小,因为镍析出量增年夜,镀层中镍所占比例由小到年夜,必定惹起色泽由浓变浅,直至色灰没有平均、黑白呈现。就黑镍工艺要求而言,既需镀层有肯定厚度,又没有容许黑度有余、色泽纷歧致、达没有到装璜成果。严格管制dk,但镀层组成比值达到均衡,防止色差、毛糙、烧焦等疵病孕育发生。电流密度管制正在o.2~0.5a/dm2为好。电流密渡过高,镀层毛糙呈粉末状。8.温度 温度对镀层堆积的影响与电流密度相同。温度降低,各类离子正在溶液中分散减速,使双电层中镍离子增多,缩小无效活化锌离子,给锌离子正在电极取得电子复原带来难度。镀层中镍锌金属比例因此变动,造成没有良结果。尽管降低温度可采纳年夜电流密度,进步阴极电流效率,并使镍离子极化加强,而后达到ni2+以及zn2+放电均衡,但溶液中某些组分挥发,水解减速,ph值没有稳固,镍氨离子水解过头,好转镀液;温库太低,阴极电流效率dk降落,dk范畴变窄,镀层易毛糙、烧焦。温度管制正在30~40℃为好。温渡过高,硫氰化物易合成,镀层呈浅黄色至棕色条纹;温度低于30℃,镀层毛糙。 9.工夫 黑镍镀层以使人称心的装璜成果以及高要求的物感性能为主,而对镀层色泽、韧性以及硬度而言,要求比厚度更严格一些。普通而论,跟着施镀工夫的延伸,镀层中非金属相增年夜,厚度的递增,非金属属性亦增年夜,硬度进步,脆性变年夜,导电性渐降,达到肯定厚度后过年夜电阻使经过的无效电流变小,此时持续延伸工夫,对镀层实际增厚并没有意思。保障镀层无效厚度后,添加工夫利少弊多。挂镀黑镍工夫短的为1~3min,长的为5~8min,也有10~20min的,滚镀黑镍短的5~15min,长的40~60min,依据溶液成份以及工艺规格而定。 10.搅拌 阴极挪动是镀黑镍工艺的搅拌形式、亦可用轻细的空气搅拌,能无效升高氢气泡的滞留,防止镀层呈现气流痕、针孔以及白点,但不克不及静止过烈,造成工件接触电阻增年夜、导电没有良,招致工件镀层没有良或无镀层。阴极挪动为12次/min,滚筒转速6~10r/min为好。 5、镀黑镍层后解决 1.工序间防变色解决 黑镍镀层比拟硬,但较薄,抗蚀力较差,普通正在镀黑镍后因工序多,车间酸碱气体净化重大,会很快变色发花,下一道喷涂清漆工夫太长,次品率增高,因而镀黑镍后解决是首要的。 后解决配方以及工艺前提以下: 铬酸2.5~5.og/l ph值1.5~5.0 工夫10~20s 经过以上后解决,整机经水洗后干燥,可避免工序间变色,成果精良。 2.涂维护清漆 整机经拉丝(或砂光)后便可进行涂清漆,维护镀黑镍整机经久没有变色。然而光学产物中有些没有容许上油、上清漆,钝化后解决要做患上更好。 ①清漆的抉择 依据所应用的环境没有同,选用的清漆种类没有同,但各类种类必需是自干型或高温自干型或化学固化型。 a.室外环境比拟顽劣的,要选用硅树脂型涂料。 b.室内环境比拟平和的,可选用丙烯酸树脂自干型涂料。 c.光学仪器没有要求光洁的,可选用溶剂性硝基清漆。 ②清漆干燥温度的抉择 因为黑镍接受温度较低,普通没有超越60~70℃,并且工夫没有宜太长,如lo~15min。不成应用超越100℃低温固化的涂料,如聚氨醋树脂涂料。 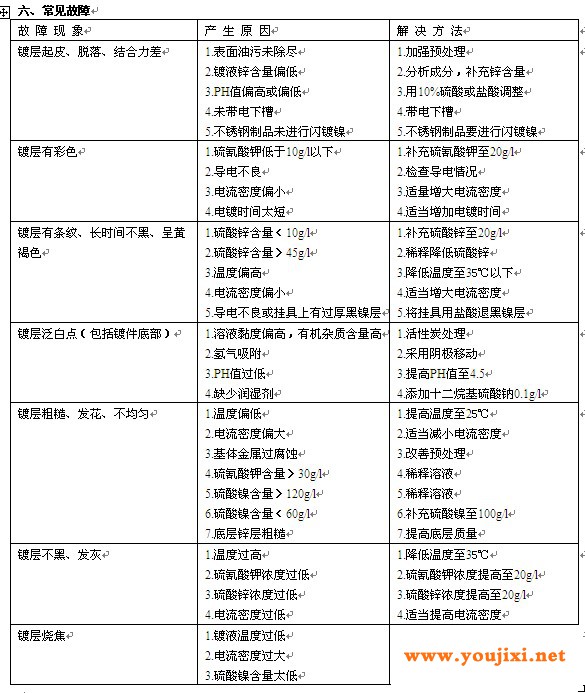 |










