

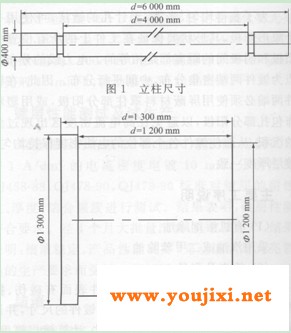
媒介 卧式电镀硬铬槽没有需求矮小的厂房以及年夜型的起吊行车,根底工程量小,设施保护简略。因为工件程度搁置,可完成两端进电,防止工件导电端烧坏。镀槽内镀液较浅,可随时察看阳极的工作状态以及镀件外表的电镀情况,实时发现并处理成绩,保障镀件的尺寸要求。 本文次要引见了卧式年夜件尺寸镀铬,以期为偕行提供参考。 1尺寸镀铬 1.1工艺标准 铬酸150~200g/l,硫酸1.5~2.og/l,三价铬2~5g/l,30~50a/dm2,50~560co此中,v铬酸:v硫酸一100:lo实际电镀工夫应依据镀层厚度、电流密度及温度等要素来确定。 1.2立柱 立柱尺寸,如图1所示。依据较量争论,立柱电镀长度为3000~4000妹妹,电镀面积为283~502dm2,品质为3~6to电镀要求为:镀层光洁,无毛刺、针孔,厚度为(110±5),umo
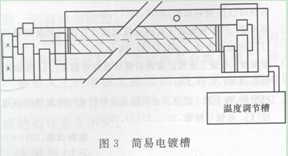
1.3活塞 活塞尺寸,如图2所示。依据较量争论,活塞电镀面积为250-450dm2,品质为5~10to电镀要求为: 镀层光洁,无毛刺、针孔,硬度高,耐磨性好,厚度为(270±10),umo活塞中间做两个轴柄,起导电作用。 2电镀槽以及阳极设计 2.1电镀槽 电镀槽设计,如图3所示。此中,立柱尺寸为6000妹妹×1000妹妹×800妹妹,容积为4000l;活塞尺寸为1500妹妹×1800妹妹×1200妹妹,容积为3000l;底槽尺寸为5000妹妹×1200妹妹×2100妹妹,容积为1200010
 2.2阳极 镀铬应用没有溶性阳极,阳极棒尺寸为1000妹妹×25妹妹×100妹妹o应管制好阳极与阴极的面积比,当s阳极:s阴极一1.2:1.0时,镀液中易孕育发生三价铬,镀层呈灰色,易孕育发生毛刺、针孔。阳极中锡的品质分数为8%时,可将三价铬氧化成六价铬,克制镀液中三价铬的孕育发生;阳极中锑的品质分数为2%时,能增强阳极硬度,没有会使阳极蜿蜒变形,使镀层厚度分歧。 为了取得平均、润滑、无针孔的镀层,可以使用一个象形阳极,其形态要保障正在工件上的一切地位处阳极以及阴极间的间隔都是相等的。电力线的散布特性为镀件两端密集散布,两头平行散布。因而,正在镀件两端必需应用屏蔽资料罩住局部阳极,或用塑料布包扎局部阳极,以免正在高电流密度区呈现过多的堆积,从而使镀件各个部位的电流密度放弃平均,镀层厚度分歧。 3次要工序阐明 (1)无机溶剂除了油 采纳汽油或二甲苯除了油。 (2)反省及丈量 对镀件外表进行反省,若镀件外表有碰伤、擦伤,应立即用冷焊机修补好。丈量镀件的尺寸,并记载正在册,依据镀前尺寸与镀后尺寸,较量争论镀层厚度,再依据电流密度、电镀面积及电流效率,较量争论出镀铬速度。 (3)酸蚀 目的是除了去镀件外表的氧化膜。关于普通的钢铁件,采纳产业级盐酸进行酸蚀。 (4)中以及 目的是中以及残留正在镀件外表的微量酸液,并孕育发生通明的钝化膜,断绝空气,避免持续氧化。可用品质分数为5%-10%的碳酸钠或磷酸三钠溶液进行中以及。 (5)装挂具及包扎 要求挂具同镀件及导电杆直接触精良,保障电流利通,没有镀处需用绝缘漆或塑料布包扎好。 (6)预热 目的是使镀件以及镀液温度大抵相反,预热工夫视镀件巨细、形态以及气温高下而定。细小实心件正在冬天预热20~30min,空心件正在炎天预热5~10min,温度管制正在52~540c,镀件下缸要吸热2~30co (7)阳极解决 目的是除了去镀件外表剩余的氧化膜,使基体金属充沛暴露,活化外表,保障镀层与基体金属连系精良。阳极电流密度为20~30a/dm2,工夫为2min,转速为2r/mlno (8)电镀 活化外表时,电压为2.5v,阴极电流密度为5~8a/clrr12,转速为2r/min;而后,将电压增至4.5v,阴极电流密度增至15~20a/dm2;打击时阴极迁移转变一圈,电流密度增至年夜,为40~50a/clii12,工夫为5mino阴极电流密度为30a/dm2时,镀层与基体金属的连系强度为68mpa;阴极电流密度为50a/drri2时,镀层与基体金属的连系强度为96mpa。标明添加阴极电流密度能够进步镀层与基体金属的连系强度。 (9)起缸 水洗,卸挂具,水洗,测验,做好记载。 4结语 近几年来,市场上呈现了高效硬铬增加剂,遭到了电镀工作者的欢送。应用增加剂镀硬铬,电流效率可达22%-27%,能节约用电50%,镀层硬度高,有较好的耐磨性以及耐蚀性。多年的消费理论标明:对工件镀硬铬,正在正当地设计阳极工装的根底上,正在一样平常的消费理论中只需依据上述办法,留意对镀液颜色、气泡等特色的察看与剖析,并正在施镀时依据溶液的温度状况,施以合适的电流密度,镀硬铬的消费品质就能患上以保障。 |










