

钢铁零件传统的锌镉镀层已不能满足汽车、航空、航天、船舶等防护性能愈来愈高的要求。电镀锌镍合金耐蚀性优良、氢脆敏感性低,国内外的应用也越来越广。 某出口汽车零部件要求电镀锌镍合金,镀厚8~12μm,镀层中镍含量为12%~15%;镀后作除氢、三价铬钝化和封闭处理,以满足外观亮灰色、120h无白锈、840h无红锈(astmb117-2007规定)要求。 1锌镍合金电镀 1基材处理(1)超声波除油采用超声波对φ18mm×50mm的30crmnsia基材进行清洗,功率为6kw,通过超声波的空化、溶液的乳化和皂化等共同作用,将焊缝和深孔中的油污快速清洗出,工艺条件速可洁ⅱ约5%(体积分数) θ 50~60℃ t 5~10min (2)电解除油因零件强度高于42hrc,为了避免氢脆,保证镀层与基体的结合力,采用阳极电解除油,工艺条件如下: naoh 30~50g/l na3po4·12h2o 20~30g/l na2co3 20~30g/l na2sio3 3~10g/l θ 50~60℃ jc 3~10a/dm2 t 5~10min 2锌镍合金电镀zn2+(以化学溶锌法获取) 8~9g/l naoh 120~130g/l 镍补充剂performa280.5 12~15ml/l 基础剂performa280.5 100ml/l 光亮剂performa280.5 1.2ml/l θ 20~25℃ jc 0.5~0.8a/dm2 这是法国科文特亚有限公司的工艺,生产时首先要控制好镀液的锌、镍离子浓度,即将ni2+/(zn2++ni2+)控制为0.16,以确保镀层中的镍含量适当,较好的外观和优异的耐蚀性能。 镀液中ni2+浓度越高,镀层中的ni含量越高,但ni含量太高时,镀层不易钝化,生产成本也相应提高。生产中要勤加少加镍补充剂,及时分析锌离子的浓度。 其次,要控制镀液的温度和ph值,两者对镀层中ni含量的影响见图1。
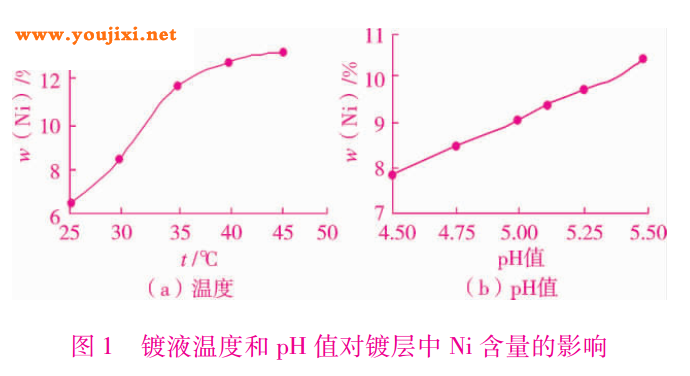
由图1a可见:随镀液温度的升高,镀层中的ni含量升高,因为阴极极化降低,金属离子的扩散和迁移速度提高,增加了金属离子在阴极扩散层中的浓度,提高了阴极电流效率; 温度过高,有机添加剂容易分解,影响配位剂、光亮剂的效果,进而影响ni的沉积,使镀层中的ni含量下降,镀层外观也变得较差。 由图1b可见:随镀液ph值的升高,镀层中的ni含量增加,这是因为ph值由氢氧化钠浓度决定,当其在120~130g/l时,溶液处于佳状态,镀层中的ni含量也就能在规定的范围内,镀层的耐蚀性更好。 2锌镍合金镀后处理 锌镍合金电镀层容易腐蚀,影响其使用性能,必须进行后处理。仍采用该公司的除氢、钝化和封闭技术进行。 (1)除氢 为了消除高强度钢零件电镀过程中因酸洗及渗入氢元素造成氢脆断裂,在电镀锌镍合金12h之后,采用热风循环电热鼓风干燥箱除氢:温度190~210℃,时间为8h。 (2)钝化 150ml/lfinidip128钝化液,ph值为2.8~3.0;温度25~45℃,时间30~60s。 (3)封闭 780~820ml/lfinigard105封闭剂,ph值8.8~9.2,温度20~30℃,时间20~30s。 在生产过程中,采用iso17075:2007或din53314:2006方法对钝化膜中的六价铬进行检测,执行gmw3034镀锌镍层六价铬含量的规定,零件电镀、钝化后放置1个月,膜层中六价铬含量<0.01μg/cm2为合格。 实践证明,本法符合其要求。 3锌镍合金镀层中镍含量与后处理及耐蚀性的关系的控制 锌镍镀层中的ni含对镀层后处理后的腐蚀性能至关重要。 按astmb117盐水喷雾标准,从钝化膜和封闭后白锈、红锈要求出发:当ni含量在12%以下时,镀层发暗,钝化性能较好,但耐蚀性较差;当ni含量在12%~13%时,镀层外观、钝化性均适中,耐蚀性好,为同等厚度镀锌层的6倍;当镍含量在13%以上时,镀层较白亮,钝化性能较差,且耐蚀性较差。 因此,要控制好镀层中的ni含量。生产过程中,采用fischerx射线荧光分析仪5min内即可检测出镀层中的ni含量及镀层的厚度。 2年多的批量生产证明,用本工艺生产的产品综合性能优良,获得了国外客户的好评。 |










